
0371-85012908
河南景萱鋼鐵有限公司
聯系人: 范經理
電話:13007517868
地址:鄭州華南城六盛鋼材交易中心
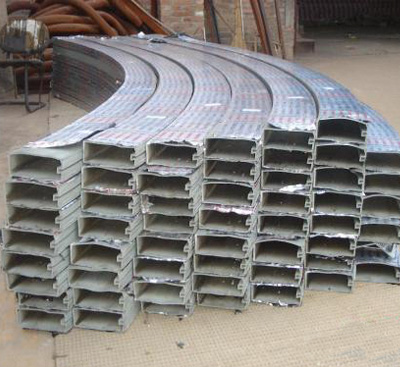
型材拉彎加工流程的介紹:
⑴來料檢查。按要求檢查型材截面尺寸,型材平直度,毛坯長度,表面質量,特別注意是否有表面缺陷。
⑵銑切加工。對于反T形框,型材截面在拉彎前需要銑切,為了確保拉彎后的尺寸符合要求,我們在龍門銑機床上進行銑切加工,加工尺寸到名義值+2mm。
⑶預拉彎。在拉彎機上,利用拉彎模及拉彎夾頭,通過控制拉彎參數(拉彎力、拉彎包角等)對毛坯進行預拉彎以達到預成形的要求。
⑷修整。檢查兩個面的平面度、角度,確保這些值符合要求,對于R值,可以利用三輥滾彎機輔助修整,修整到我們預定的外形即可。
⑸預拉彎后的檢驗。檢驗兩個面的平面度、角度、截面的寬度等符合要求,對于R1000mm值達到我們預定的外形。
⑹淬火后的運輸保存。為了保證鋁合金材料的新淬火狀態,淬火后成形前,需要把零件放入低于-10℃的溫度中保存,在熱處理出來以后,先放入冷庫保存,運輸時,用冷藏車運輸,冷藏車的溫度要低于-10℃。
⑺補拉彎。在拉彎機上,利用拉彎模及拉彎夾頭,通過控制拉彎參數(拉彎力、拉彎包角等)對半成品進行再拉彎以達到要求;在補拉彎時,會根據不同零件的具體情況,選擇性的進行邊拉邊修整以達到理想的外形和尺寸。
⑻修整。在校正平臺上,用榔頭等輔助工具進行修整,必要時,用校正檢驗模上進行敲修。
⑼檢驗。用檢驗模配合卡尺,塞尺進行檢驗,確保符合客戶技術要求及圖紙要求。
⑽鉗工。用百潔布等打磨工具對表面進行修飾清理,零件及試片打標,確保可追溯性。
![{$t['title']](http://adsxads.com/uploads/190111/1-1Z1111HJU04.jpg)
![{$t['title']](http://adsxads.com/uploads/190111/1-1Z1111A111V2.jpg)
![{$t['title']](http://adsxads.com/uploads/190111/1-1Z1111A44O37.jpg)
![{$t['title']](http://adsxads.com/uploads/190111/1-1Z1111F510J7.jpg)

